



En el campo del procesamiento de tuberías industriales, las cortadoras orbitales de tubos se utilizan ampliamente en las industrias petrolera, química, eléctrica, de gas natural, naval y otras, gracias a su alto grado de automatización, rápida eficiencia de corte y amplia gama de diámetros de tubería. Sin embargo, algunos usuarios se enfrentan a un problema complejo en su uso práctico: baja precisión de corte, gran desviación de la ranura, rebabas visibles en la sección transversal, inclinación irregular de la cara frontal y otros fenómenos frecuentes, que no solo afectan la calidad de la soldadura posterior, sino que también pueden reducir la eficiencia de todo el proceso.
¿Qué factores causan la baja precisión de corte de la cortadora orbital de tuberías? Este artículo analizará en detalle diversos aspectos, como el equipo, los procedimientos operativos, la selección de consumibles, los factores ambientales, etc., y propondrá soluciones para mejorar la precisión de corte y lograr un procesamiento de tuberías eficiente y preciso.
El núcleo de la máquina cortadora de tubos orbital reside en el sistema de guía de "pista" y su precisión afecta directamente la calidad del corte.
Si la pista no está nivelada durante la instalación, provocará que la máquina de corte se sacuda o se desvíe ligeramente durante la marcha, lo que provocará desviaciones en la línea de corte.
Sugerencias de solución:
Antes de instalar el riel, asegúrese de usar un nivel para medirlo exhaustivamente y asegurar que todas las juntas estén bien conectadas y que el riel esté recto en su conjunto, sin diferencias de altura evidentes. Al mismo tiempo, revise regularmente si el riel está suelto o desgastado, y calibrélo y refuércelo oportunamente.
Algunas pistas de baja calidad tienen problemas de poca rigidez y fácil deformación, especialmente cuando se trabaja con equipos de corte a alta temperatura o de corte pesado, que son propensos a microflexiones, lo que afecta la precisión de la guía.
Sugerencias de solución:
Seleccione rieles de acero de alta resistencia para garantizar su capacidad de carga y su capacidad antideformación. En lugares de uso frecuente o entornos hostiles, se recomienda utilizar rieles reforzados y aumentar los puntos de apoyo para evitar hundimientos o desviaciones.

La pista es solo un sistema de guía y la estabilidad del cuerpo del equipo también es un factor importante que afecta la precisión del corte.
Con la prolongación del tiempo de uso, algunas piezas de conexión mecánica dentro de la máquina cortadora sobre orugas (como el asiento de fijación del cabezal de corte, los cojinetes del motor, el mecanismo de transmisión de engranajes, etc.) pueden aflojarse o desgastarse, lo que provoca vibraciones o desviaciones de la trayectoria durante el corte.
Sugerencias de solución:
Inspeccione periódicamente toda la máquina, centrándose en verificar la estanqueidad de los conectores, si las piezas de la transmisión están desgastadas, si el motor funciona sin problemas, etc. Si hay holgura, debe tratarse de inmediato para evitar que el problema se expanda.
Algunos diseños de equipos presentan el problema del desplazamiento del centro de gravedad. Al desplazarse sobre la pista, el centro de gravedad se desvía del eje central, lo que genera un funcionamiento inestable y afecta la precisión del corte.
Sugerencias de solución:
Al comprar, priorice el equipo con una distribución adecuada del centro de gravedad y un chasis con un ancho de chasis moderado. Al mismo tiempo, durante la instalación o el traslado, preste atención a mantener el equipo nivelado y evitar la inclinación.
Incluso si no hay ningún problema con el equipo de hardware, los parámetros de corte incorrectos también provocarán una calidad de corte deficiente.
La velocidad de corte afecta directamente la planitud y verticalidad del corte. Una velocidad demasiado alta puede provocar fácilmente la adhesión de escoria y un corte irregular; una velocidad demasiado lenta puede causar problemas como la expansión de la zona afectada por el calor, quemaduras y deformación de los bordes de las tuberías.
Sugerencias de solución:
Ajuste la velocidad de corte adecuada según el material y el espesor de pared de las tuberías. Por ejemplo, las velocidades requeridas para el acero al carbono y el acero inoxidable son diferentes, al igual que las de las tuberías de pared gruesa y delgada. Se recomienda consultar el manual del equipo o los parámetros recomendados por el fabricante.
El tamaño de la llama o la intensidad de la corriente de plasma son demasiado bajos y no se puede realizar el corte; si son demasiado altos, el borde se derretirá demasiado, se deformará y afectará la verticalidad.
Sugerencias de solución:
Asegúrese de utilizar el tipo de boquilla de corte, el ángulo de llama y la relación de gas adecuados. Si se trata de corte por plasma, el valor de corriente adecuado debe ajustarse al espesor real del material.
Al cortar con una máquina de corte sobre orugas, el cabezal de corte debe mantenerse vertical al tubo; de lo contrario, la incisión quedará biselada, lo que impedirá acoplar la interfaz o requerirá mucho posprocesamiento.
Muchos operadores ignoran el ajuste del ángulo del cabezal de corte antes de cortar y lo operan directamente, lo que da como resultado una superficie de corte sesgada.
Sugerencias de solución:
Después de cada instalación o reemplazo del cabezal de corte, asegúrese de utilizar un medidor de ángulos para calibrar el ángulo y garantizar que sea perpendicular al eje central de la tubería.
Si la tubería gira o se sacude durante el proceso de corte, también hará que el ángulo de corte cambie, lo que afectará la verticalidad y la precisión de la forma del corte.
Sugerencias de solución:
Antes de cortar, la tubería debe estar firmemente fijada para evitar que se mueva durante la operación. Para tuberías de gran tamaño, se pueden utilizar soportes o abrazaderas especiales como soporte auxiliar.
Incluso los equipos más avanzados requieren operadores profesionales para su control y mantenimiento. Un funcionamiento irregular puede afectar fácilmente la precisión del corte.
Algunos operadores novatos no están familiarizados con las funciones de la máquina cortadora de pistas y ajustan ciegamente los parámetros al configurar la interfaz de operación, lo que resulta en una calidad de corte reducida.
Sugerencias de solución:
Los operadores deben recibir capacitación profesional, estar familiarizados con la lógica de ajuste de varios parámetros, los métodos de respuesta de diferentes materiales y aprender periódicamente nuevas tecnologías y nuevas funciones.
La limpieza y lubricación diarias no se realizan correctamente, lo que reduce la vida útil del equipo y su precisión. Por ejemplo, el polvo o las virutas de hierro adheridas al riel deslizante pueden causar un funcionamiento inestable.
Sugerencias de solución:
Desarrollar un plan de mantenimiento regular, especialmente para limpieza de rieles, lubricación de transmisiones, reemplazo de boquillas, calibración de llama, etc., para garantizar que el equipo esté siempre en las mejores condiciones de funcionamiento.
Además del equipo y los factores humanos, el entorno externo también puede afectar indirectamente la precisión del corte.
En condiciones de temperatura alta o baja, el acero se expandirá y contraerá, lo que afectará la estabilidad de las dimensiones de corte.
Sugerencias de solución:
Intente evitar operaciones de corte fino cuando la temperatura cambia extremadamente o reduzca el impacto de las diferencias de temperatura precalentando la pieza de trabajo y controlando la temperatura ambiente.
Si hay obras o maquinaria pesada en funcionamiento cerca del sitio de corte, la vibración del suelo puede afectar la estabilidad del riel y el funcionamiento del equipo.
Sugerencias de solución:
Elija un entorno relativamente independiente y estable para las operaciones de corte. Si es necesario, utilice almohadillas amortiguadoras, bases estables, etc., para amortiguar el impacto.
Si enfrenta problemas de precisión en el corte de rieles, es posible que desee verificar el contenido de este artículo, optimizarlos uno por uno y mejorar la eficiencia del procesamiento y la tasa de calificación del producto.
Si necesita más consejos sobre la selección, consejos de uso o planes de mantenimiento de equipos de corte orbital de tuberías, deje un mensaje. Seguiremos brindándole soporte técnico profesional y conocimientos del sector.

15251441199
182 6159 2800
152 5144 1199









 atrás
atrás
 Anterior
Anterior
 próximo
próximo
 Nov 14,2025
Nov 14,2025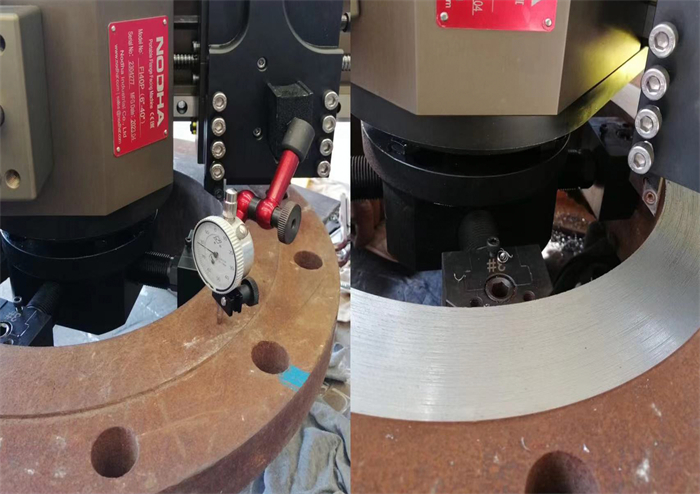
 Deja un mensaje
Deja un mensaje